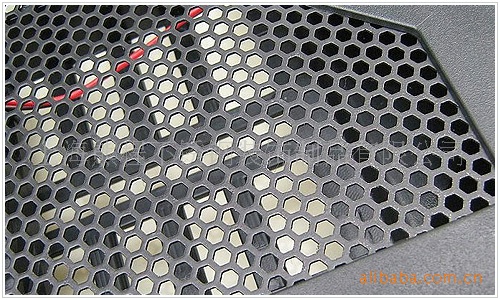
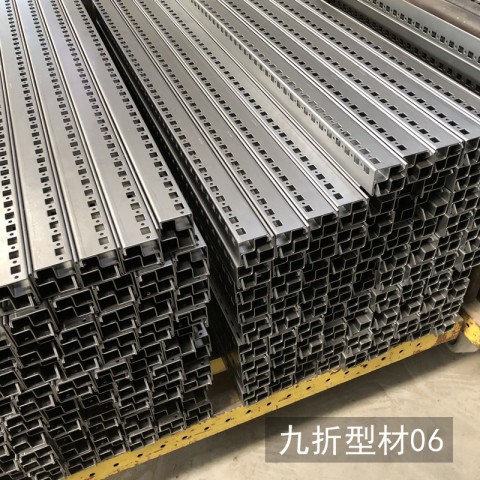
冲孔:是指在钢板、革、布、木板等材料上打出各种图形以适应不同的需求, 各种冲孔类型: 十字孔,菱形孔,鱼鳞孔,八字孔,六方孔,冲孔板,长孔,四方孔, 圆孔,冲孔板网,三角孔等等。 冲孔板材种类:不锈钢板 铜板 铁板 铝板等等。

冲孔板
冲孔
:顾名思义是指表面有各类形状孔型的金属板。 冲孔板是由各种材质的钢板冲剪拉伸或冲孔而成 材料:不锈钢板、铝板、低碳钢板、铝镁合金板、铜板、镍板等。 编织及特点:冲压、延伸而成;分为:冲孔网、钢板网、铝板网、筛板、冲孔板、喇叭网等 产品用途:广泛应用于 化工机械、制药设备、食品饮料机械、烟卷机械、收割机、干洗机、烫台、消音设备、制冷设备(中央空调)音箱、工艺品制作、造纸、液压配件、滤清设备等各行各业 孔型:长方孔、方孔、菱形孔、圆孔、六角形孔、十字孔、三角孔、长圆孔、长腰孔、梅花孔、鱼鳞孔、图案孔、五角星形孔、不规则孔、起鼓孔等。 特性:网面光滑,耐腐蚀 耐高温 美观,坚固耐用,有广泛的用途。 规格:平板厚0.3mm- 15mm,孔径0.8mm- 100mm 卷板厚0.2mm- 1.5mm,长1m-20m,孔径0.8mm- 10mm。 性能特点: 1、多层防砂过滤套具高效防砂性能,能更好地阻挡地层砂粒,满足井下防砂需要。 2、滤孔均匀,渗透性及防堵性能高。 3、过滤面积大,流动阻力小,出油率高 4、不锈钢材质的优异抗腐蚀性能,抗酸、碱、盐腐蚀,可适应油井的特殊要求,缝隙不会因腐蚀而逐渐变大。 5、多层结构焊接一体,可使滤孔稳定,抗变形能力极强。 外保护套也可螺旋焊接
机床特点:
◎ 选用进口名牌配套元器件,长期保证机床的性能指标。
◎ 液压冲头具有噪音低及行程可调的特点,有助于提高冲压次数。
◎ 机架采用高刚度钢板焊接而成,经过震动时效,消除内应力。
◎ 高刚性O-型机架结构,防止机架横向、纵向变形,比传统C-型机架更好。
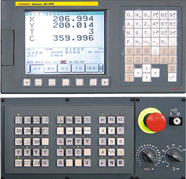
◎ 使用日本“ FANUC 0i-PC ”数控系统。
◎ X、Y、T及C轴由发那科交流伺服电机驱动,确保速度高,精度高及可靠性高。
◎ 精心设计双圈式配备可装30套不同尺寸的模具。
◎ 两个自动旋转工位(B工位)。
◎ 全自动中央润滑系统。
| 一、 | 参数名称 | 单位 | T3-1225 |
| 1) | 公称压力(冲压力) | KN | 300 |
| 2) | 工作行程(X轴) | mm | 2500 |
| 3) | 工作行程(Y轴) | mm | 1270 |
| 4) | 加工精度 | mm | ± 0.1 |
| 5) | 最大加工板材尺寸(一次重定位) | mm | 1270 X 2500 |
| 6) | X轴速度 | M/min | 100 |
| 7) | Y轴速度 | M/min | 60 |
| 8) | 转盘转速(T轴)¹ | R/min | 30 |
| 9) | 冲头滑块最大行程 | mm | 32 |
| 10) | 最大加工板材厚度 | mm | 6 |
| 11) | 板材最大重量² | kg | 120 |
| 12) | 最高冲击频率¹(4毫米冲程) | HPM | 500※900 |
| 13) | 最高冲孔次数³(1毫米中心距) | HPM | 400※680 |
| 14) | 最高冲孔次数³(25毫米中心距) | HPM | 250※320 |
| 15) | 工位数 | | 30 |
| 16) | 最大一次冲孔直径 | mm | 88.9 |
| 17) | 重定位装置 | | YES |
| 18) | 主传动形式 | | 液压Hydraulic |
| 19) | 油缸容量 | Litre | 225 |
| 20) | 数控系统 | | Fanuc 0i-PC |
| 21) | 数控轴数 | | 4 |
| 22) | 供气压力 | bar | 6 |
| 23) | 机床重量 | kg | 13500 |
| 24) | 电源容量 | Kw | 30 |
| | | |
| (1):机床在静态时的参数。 |
| (2):X、Y轴的加减速度依工件的重量而定。 |
| (3):以冲头冲程5毫米时的数据。 | T3-1220随机配备: | | | 1) | 日本“Fanuc”0i-PC数控系统(X、Y、T及C轴) | 点击下载 | | 2) | 日本“Fanuc”交流伺服电机及伺服模块。 | | | 3) | 德国“Rexroth”高速滚珠丝杆及精密线性导轨。 | | | 4) | 30工位双轨式转盘分A、B、C、D四档。 | | | 5) | 两个自动分度工位(B工位) | | | 6) | X轴自动重定位装置。 | | | 7) | 3个气动板料夹钳。 | | | 8) | 德国“Bosch”气动元件。 | | | 9) | 2个防板料松脱感应器。 | | | 10) | 2个板材变形检测装置。 | | | 11) | 固定硬质尼龙刷与钢珠混合工作台。 | | | 12) | 德国“H+L”液压冲头-液压系统。 | | | 13) | 油箱带散热装置。 | | | 14) | 电控箱配热交换器。 | | | 15) | 电源380伏特,50周,三相50KVA。 | | | 16) | 自动润滑系统润滑丝杆螺母。 | | | 17) | 废料收集箱30升壹个。 | | | 18) | 机床安装垫铁6块,防震垫板12块。 | | | 19) | 工具箱连工具壹套。 | | | 20) | 以色列“CNCkad”机外编程软件连加密狗壹套。 |
|
| | 日本 “ 发那科 ”0i- PC数控系统 | | A、 系统参数 | | 1 | 数控系统 : 日本 FANUC 0i-PC 数控冲床专用系统。 | | 2 | 显示方式 : 8.4 〞彩色液晶显示。 | | 3 | 显示语种 : 汉语或英语。 | | 4 | 通讯接口 : RS 232C 接口。可与 PC 机连接(通讯软件及连接电缆用户自备)。 | | 5 | 最小设定单位 : 0.001mm。 | | 6 | 数控轴数 : 4 轴( X 、 Y 、 T 及 C 轴)。 | | 7 | 工作温度 : 0~ 45°C 。 | | 8 | 相对湿度 : 20~80%RH (非冷凝)。 | | B 、 系统功能 | | 1 | X、 Y 轴 : 直线轴。 | | 2 | T 轴 : 旋转轴(转塔)。 | | 3 | C 轴 : 自动分度. | | 4 | 对过载、过流、超程以及各种机械电气故障有报警显示。 | | 5 | 具有软极限保护功能。 | | 6 | 具有自诊断功能。 | | 7 | 具有专用于冲床的数控编程软件及语言。 | | 8 | 具有模具补偿功能。 | | 9 | 具有螺距补偿功能。 | | 10 | 具有反向间隙补偿功能。 | | 11 | 具有工件零点偏移功能。 | | 12 | 具有多坐标偏移功能。 | | 13 | 具有图形显示功能(不显示尺寸)。 | | 14 | 具有再定位功能。 | | 15 | 具有手动、 MDI 、编辑、自动等方式。 | | 16 | 具有夹钳保护功能。 | | 17 | 具有内部寄存器锁定功能(锁定参数)。 | | 18 | 具有子程序(G75)及调用功能。 | | 19 | 具有快速定位(G00)功能。 | | 20 | 具有单冲、步冲功能。单冲包括等分圆冲孔(G26)、直线冲孔(G76)、圆弧冲孔(G77)、 X及Y方向栅格冲冲孔 (G78 、G79)、直线剪切(G86)、矩形剪切( G87)、步冲包括直线步冲(G89)、圆弧步冲(G88)。 | | 21 | 具有多工件冲压(G98)功能。 | | 22 | 具有各种 M 功能。包括暂停、程序结束以及其它特定功能。 | | 23 | 具有绝对 / 增量(G90、G91)编程功能。 | | 24 | 该数控系统全部配置确保机床指标和性能稳定,全部配置为其基本配置 |
|